With the global economic development, the population is dense, the building is high, and the new building materials is widely used. The increasing fire possibility, and the fire accident has been one of the major disasters in the city. In recent years, the frequent fire accidents have caused heavy casualties and property losses. Now government pays high attention of fire safety, and people’s fire awareness is also constantly strengthened. In this paper, the further research on coating materials of fiberglass fabric, which is based on the research of flame retardant coating of fiberglass fabric, and with evaluation of flame retardant performance.
The research on the formulation of coating materials.
The flame retardant coating material of fiberglass fabric needs to have the following performance:
Good protection for fiberglass fabric materials.
Good performance of flame retardant, the current flame retardant grade of fabric is up to B1.
High temperature stability, the coating material is able to maintain physical and chemical properties in high temperature (> 200℃) and high humidity environment.; to maximize the retention of the original strength of fiberglass; it will not appear mechanical and thermodynamic defects in the junction between coating materials and fiberglass; no toxic gas; Good air tightness.
Selection of coating materials.
We compared the several common organic coating materials, the main chemical properties are shown in Table 1.
Table 1 The main chemical properties of coating materials
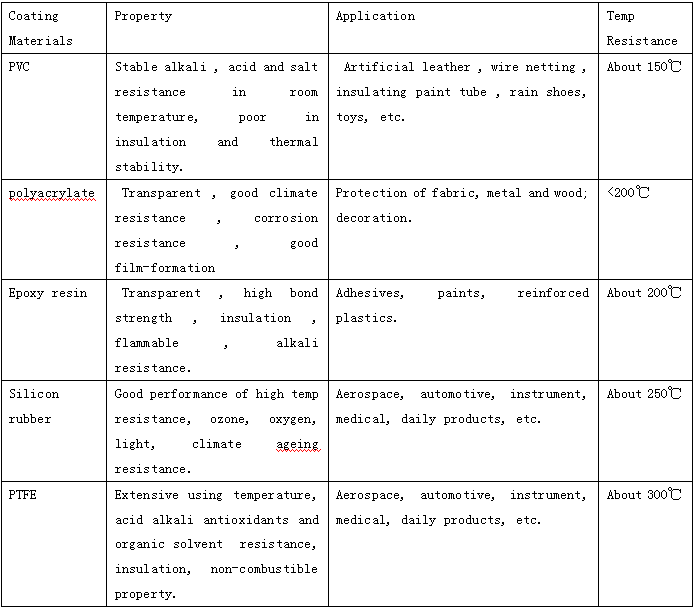
From Table 1, silicone rubber with good temperature resistance, and it’s suitable fire retardant coating material. It is a kind of straight chain macromolecule organic siloxane, molecular weight is in 300,000 above, the general formula as below:
n represents the degree of polymerization, R’reprsents alkyl or hydroxyl, R represents methyl.
From the molecular structure, the main chain is Silicon-oxygen bond, the bond energy is up to 375.55kJ/mol, with the excellent heat resistance, which similar to silicate. The organic groups on the pendant groups, which imparts flexibility to it, and with the characteristics of organic polymer and the inorganic polymer. Thus, there are lots of unique performance, such as high temperature resistance, climate change, electrical insulation, ozone resistance, hydrophobic, physiological inertness, and many other excellent performance. The unique performance of silicon rubber is the stability of high temperature, the long -term working temperature is 200~300℃, it’s also up to 375℃ if adding appropriate filler and heat stabilizer. The ignition point of silicon rubber is 450℃, and it’s not easy to burn. If it burns, the produced Si02 is inert, and without toxic and corrosive gases during burning.
There are many kinds of silicon rubber, and the methyl vinyl silicon rubber is dominant in the production, the introduction of the alkenyl can improve the vulcanization activity of silicon rubber, and the hardness of silicone rubber vulcanizing products. The general formula is as below:
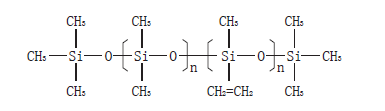
The technical index and physical properties are as Table 2.
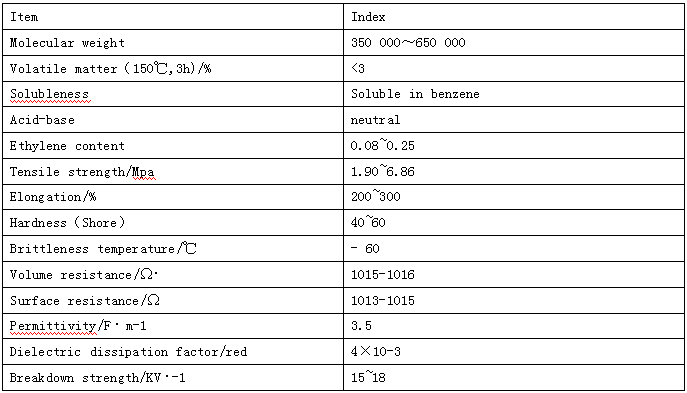
Table 2 Technical data of methyl vinyl silicone rubber
Thus, we take methyl vinyl silicone rubber (silicon rubber) as the coated material.
The research of basic coating formulation.
Due to the coating material is refined silicon rubber, and the silicon rubber is not flame retardant, so we must take the vulcanizer, solvent, colorant, fire retardant, and other auxiliaries into consideration of the formulation.
Vulcanizer
The organic peroxides are also be chosen as the vulcanizer for silicon rubber. The Mechanism of vulcanization, which organic peroxides promotes crosslinking of organic group of the rubber. Because of our vulcanization processing is under hot air and room pressure, so it is better to choose high active DCBP. DCBP, which with low vulcanized temperature, short vulcanized time, and decompounded easily, the dosage of DCBP is 0.5%~5% of silicon rubber.
Colorant
Choosing the environmental dedicated masterbatch for silicon rubber, the dosage is as per customer’s requirements, and it depend on the depth of the color.
Solvent
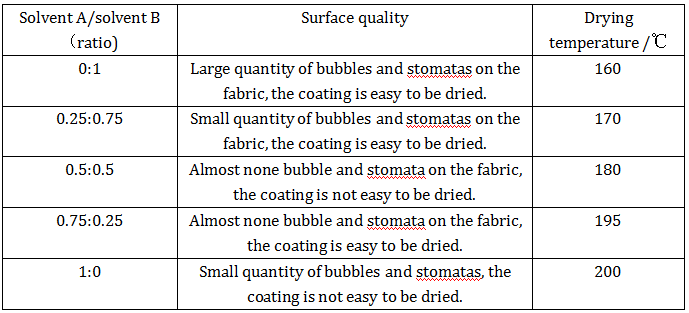
If only use one solvent in the formulation, the solvent will volatilize and cause the defects on the surface, bubble will appear in serous situation, or stomata will appear. In order to improve the quality of surface, we take the the two kinds of solvent, solvent A with high boiling point, solvent B with low boiling point, the difference of boiling temperature is about 50℃. In the experiment, with the same processing, using 2 kinds of solvent and different ratio of the formulation, after the heat treatment of the oven, the result is as Table 3.
According to the surface of fabric, and processing, the ratio of solvent A and solvent B is 1:1.
Table 3 The effects of drying temperature and surface quality under different ratio of solvent.
If you want to know more about the product information, please fell free to contact us [email protected], we have a dedicated technical engineers to answer your questions, and we provide free sample service.
 Research on the formulation of flame retardant coating for fiberglass fabric.pdf
Research on the formulation of flame retardant coating for fiberglass fabric.pdf