Rubber compensator has good characteristics of corrosion resistance, anti-vibration, a large compensation quantity, high pressure intensity compensation, market demand is huge.
Gas turbine power plant A shortfalls in a gas turbine start intake pipe position has a rubber compensator, due to careless when overhauling burst damage, need within 10 days of maintenance cycle rushed the new added installation. The product size is 990 * 650 * 290 (mm), the working medium is the clean air pressurization filter, working inner pressure is not greater than 0.25 MPa, the working temperature is less than 120 ℃, and the working life of the product is more than 3 years. The company promises to develop qualified product to the user on time, the product will face product working pressure is higher and the development cycle is very short and other problems. This paper reviews the design and development process of the product, the introduction of room temperature vulcanized silicone rubber compensator design and process technology.
Product development plan
Usually non-metallic fiber fabric compensator working pressure is less than 0.01 MPa, the rubber compensator working pressure relative to increase 25 times, must use the new material and product structure. Bearing strength of rubber compensator is dominated by enhanced fiber or fabric layer as a skeleton materials, rubber materials and organic polymer substrate materials can be considered as composite products, interlayer thickness is thin, the colloid shop because of its high elasticity, contribution to the strength of the composite material component can be tentatively approximation, strength calculation of the product only for its design and calculation of skeleton material mechanics performance data. Considering the urgency of the product manufacturing cycle, to make the most of the company’s inventory non-metallic fiber fabric compensator is the main raw materials to the new product of rubber compensator, at the same time because the company doesn’t have high temperature vulcanization tank (or large size high temperature plate vulcanizing machine), it ‘s late for the temporary production or purchasing the procurement of rubber molding equipment, temperature vulcanized rubber materials can only be considered as the rubber material. The final design scheme is the base material chooses 106 room temperature vulcanized silicone rubber, organic tooling and choose simple steel sheet forming internal model, rubber skeleton material selection is rubber coated fiberglass cloth of thickness 1.2 mm and 0.2mm double-sided rubber coated fiberglass cloth, and 40 mesh 316 stainless steel wire mesh, etc.
Though the strength of 106 room temperature vulcanized silicone rubber is lower than high temperature vulcanization rubber material, but can not use any mechanical equipment and high temperature vulcanization molding mould, only using thin plate with simple internal model can be formed, which can significantly save the time of manufacturing high temperature vulcanization molding.
To clear the strength of the material performance, the relevant material performance test sample was sent to the Technical quality inspection institution, obtaining performance test report; And immediately design the room temperature vulcanization simple internal model and compound colloid sample test fixture.
Product design calculation
Rubber compression strength calculation formula of compensator [1]
![]()
Type of – rubber compensator theoretical burst pressure, MPa; – the number of unit length cord arrangement, counts/cm; – single cord minimum tension, N/count; – the product diameter, cm; – the number of fabric layer; – the skeleton strength loss correction coefficient, generally take 0.7 ~ 0.9; – comprehensive correction coefficient, when D≥50cm, usually take 0.9.
The calculation of rubber compensator skeleton material design layer
From the material performance test report provided by the Quality inspection institution:
1.2 mm thick rubber coated fiberglass cloth of unit length minimum tension = 978 N/cm;
0.2 mm thick double-sided rubber fiberglass cloth of unit length minimum tension = 368 N/cm;
Computing framework material layer formula:
![]()
Skeleton material per unit length minimum tension, take =+=1346 N/cm,Take the design input pressure P = 0.25 MPa; Because of the performance test report by direct reference to the quality inspection institution, therefore, take C = 0.9 , According to the product the perimeter converted to the equivalent diameter of the products is: D = 99 ㎝, C’ = 0.9 .
According to the calculated formula ⑵: I = 2.27 (layer).
Skeleton material design means the product layer select each with 3 layer of 1.2 mm thick rubber coated fiberglass cloth and 0.2 mm thick double-sided rubber coated fiberglass cloth can meet the design requirements of the product working pressure is less than 0.25 MPa.
According to = 3 put it into the formula (1) :
![]()
Consider the product to leave some redundancy design safety pressure margin
Add 1 layer of 40 mesh 316 stainless steel wire mesh as skeleton material, according to the experience, the unit length minimum tension of 40 mesh 316 stainless steel wire mesh F=300 N/cm, which can increase the product load about 0.025 MPa pressure; Consider the room temperature vulcanization glue organic silicone rubber matrix material tensile strength, look-up table is 4.5 MPa [1], if the thickness of rubber layer is about 5 mm, relative to the product diameter = 99 cm rubber compensator, and can increase the product structure bearing 0.045 MPa pressure value, integrated to calculate the actual product design working pressure:
P2=0.33+0.025+0.045 =0.4(MPa)
P2 compared to the design input pressure indicator P , which left 60% of the strength margin, indicating that the product design is still relatively reliable.
The final design scheme
The rubber compensator products using 3 layer rubber fiberglass cloth of 1.2 mm thick and 3 layer double-sided rubber fiberglass cloth of 0.2 mm thick, add 1 layer of 40 mesh 316 stainless steel wire mesh as skeleton material, using the 106 room temperature vulcanized silicone rubber for organic substrate adhesive material, the whole thickness of rubber layer is about 5 mm, with skeleton material thickness, thickness of the whole product is about 10 mm.
Product process development
Product drawings (figure 1)
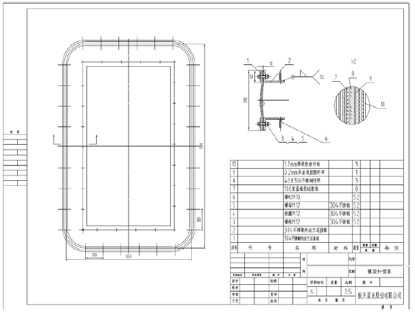
Figure 1 Gas turbine start pipe rubber compensator product design
The internal mold of preformed product molding simple steel sheet
2.0mm thick A3 steel plate as shown in Figure 2 into two templates, and then bending into a cylindrical, both ends with M8 × 30 bolts fastening.
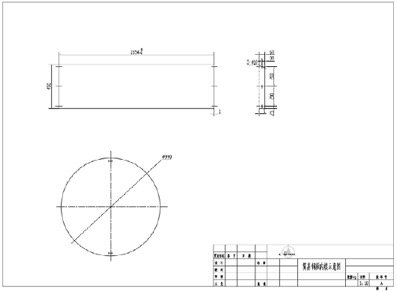
Figure 2 Internal mold design of simple thin steel sheet forming
Skeleton material of cutting reinforced fiber fabric layer
Cut 1.2 mm thick rubber fiberglass cloth into a strip of cloth 9300 mm * 340 mm; At the same time, cut 0.2 mm thick double-sided rubber fiberglass cloth into two pieces of strip cloths of 6500 mm * 340 mm and 3500 mm * 340 mm; Cut 1 layer of 40 mesh 316 stainless steel wire mesh into 3100 mm x 320 mm long. Remove the moisture in the electric oven for hearing dry.
Glue preparation
Separate 106 room temperature vulcanized silicone rubber to A, B, C components in accordance with the provisions of the proportion of weighing 3700 grams, Stir evenly
Cover molding

Figure 3 The picture of rubber compensator tape after products molding
Cover a layer of PP plastic film as the release layer on the surface of the assembled simple steel plate internal molding; The stirred batch of 106 room temperature vulcanized silicone rubber colloid was evenly coated on the internal molding surface, to dry for several hours; Coat the mixture of glue on the cut reinforced fiber fabric covering layer evenly, and immediately flattened on the molding of the inner surface of the mold, first wrapped in a thick layer of 0.2 mm double-sided rubber coated fiberglass cloth, and then 1.2mm thick dipped glass fiber cloth filled with three layers and wrapped a layer of 40 mesh 316 stainless steel mesh, 2 layers of 0.2mm thick double-sided coated glass fiber cloth wrapped continuously; remove the bubbles from the rubber layer with scrapper during the whole process; Finally, the remaining silicone rubber mixed colloid evenly coated on outer layer of product; and cover a layer of PP plastic film as the release layer on the outside surface, and then cover with two layers of thick cardboard; and then wrapped with acrylic long rope tightly, with contact pressure, so that the product can be compact after vulcanization molding.
Room temperature vulcanization
To ensure that the product has good strength, ring construction forming stand for the workshops, to ensure that the room temperature curing time is greater than the specified process time.
Demolding and dressing
Products which meet the requirements of room temperature vulcanization time, dismantle the long rope of the outer layer, peel the thick cardboard and PP plastic film, remove the molding of the internal model of the connecting bolts, remove the shape of simple thin steel plate mold, strip the product carefully; Prepare 190g 106 106 room temperature vulcanized silicone rubber, repair rubber tire inside and outside the surface of the bubble defects and uneven place, after waiting for several hours at room temperature vulcanization again for final assembly.
Assembly finished products
For the inspection of silicone rubber ring product size and appearance, after meeting the requirements of the drawings, the steel flange is loaded into the rubber compensator products at both ends, after clamping the pressure plate, with electric drill with bolt holes, install M12×50 stainless steel bolts; after the completion of the assembly, cut off the outer ends of the excess rubber ring with waste side; and then use the hydraulic press to preload the rubber compensator product to the installation size, and install the positioning flat rod.
Inspection and test
Inspect the rubber compensator assembly product, and test the pressure performance of products in the same period by the same process, the product samples were fitted with test fixture clamping, pressurized to 0.3 MPa with air pump, 30 minutes of holding pressure, no obvious escape of bubbles and leaks by checking of soap and water, qualified delivery.
Conclusions
This organic room temperature vulcanized silicone rubber compensator, on the basis of relevant professional experience, from the site survey the original size, the early stage of the preliminary planning design, rushed material performance test samples, test the performance index, confirm product design drawings, design schedule of simple interior steel mold, molding, products design rushed colloid sample internal pressure test fixture, to complete the development of samples, product inspection and testing, qualified product delivered to the user scene, to help users solve the urgency, on time with good quality to meet the requirements of the users. This product has been used for more than eight years and is still intact. This also fully proves that the rubber compensator product design method is correct, adequate safety margin, manufacturing process is applicable, the development of efficient, fully realize the requirements of fast and provincial, for the future technical research work has accumulated valuable experience.
If you want to know more about the product information, please fell free to contact us [email protected], we have a dedicated technical engineers to answer your questions, and we provide free sample service.
 Room temperature vulcanized silicone rubber compensator design and manufacture process.pdf
Room temperature vulcanized silicone rubber compensator design and manufacture process.pdf